Optimization of OoA processing of composites
DEFCOM Project
The DEFCOM project aimed at providing a knowledge-based engineering tool to assess the influence of manufacturing defects on the mechanical performance of advanced structural composites used in the strategic sectors of energy and land and air transportation across Europe. Today’s cutting-edge knowledge on the mechanical integrity of this class of materials lacks a fundamental understanding of the characteristics of the defects that are detrimental for a specific application. DEFCOM aims to apply a synergetic approach between modeling and experiments to advance in the understanding of high-performance composite materials and in the accurate prediction of their in-service behavior.
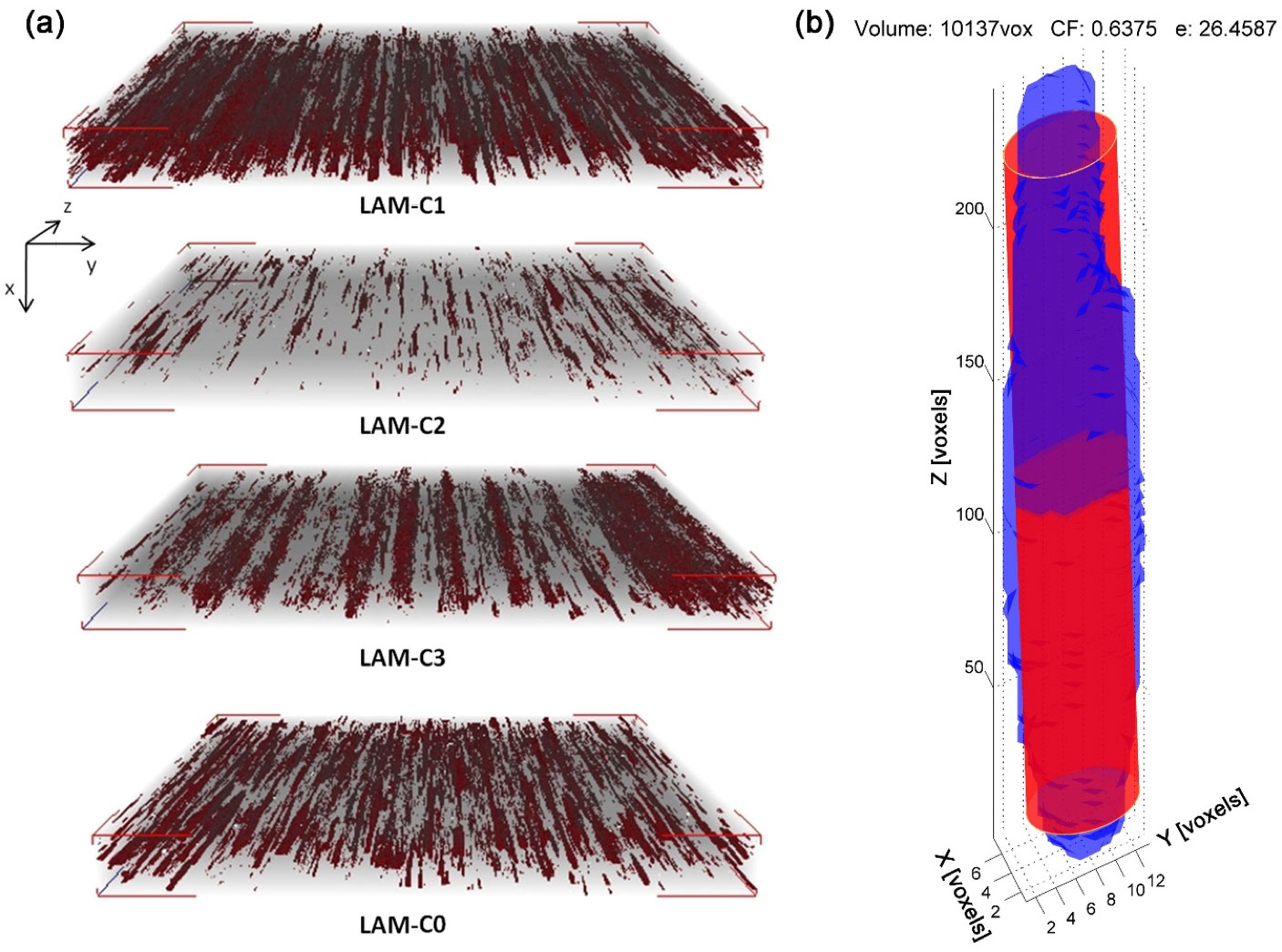
The effect of temperature cycle on the void volume fraction, shape and spatial distribution was determined by means of X-ray microtomography in [0]10 AS4/8552 composite laminates manufactured by compression molding [1,2]. Cure temperatures were designed to obtain different processing windows while the overall degree of cure was equivalent, leading to laminates with average porosities in the range 0.4% and 2.9% (Fig.1). Regardless of the final porosity, voids were elongated, oriented parallel to the fibers and concentrated in channels along the width of the laminate as a result of the inhomogeneous process of consolidation and resin flow along the fibers (Fig. 2). The interlaminar shear strength was found to be controlled by the void volume fraction in panels with porosity above 1% (Fig. 3).
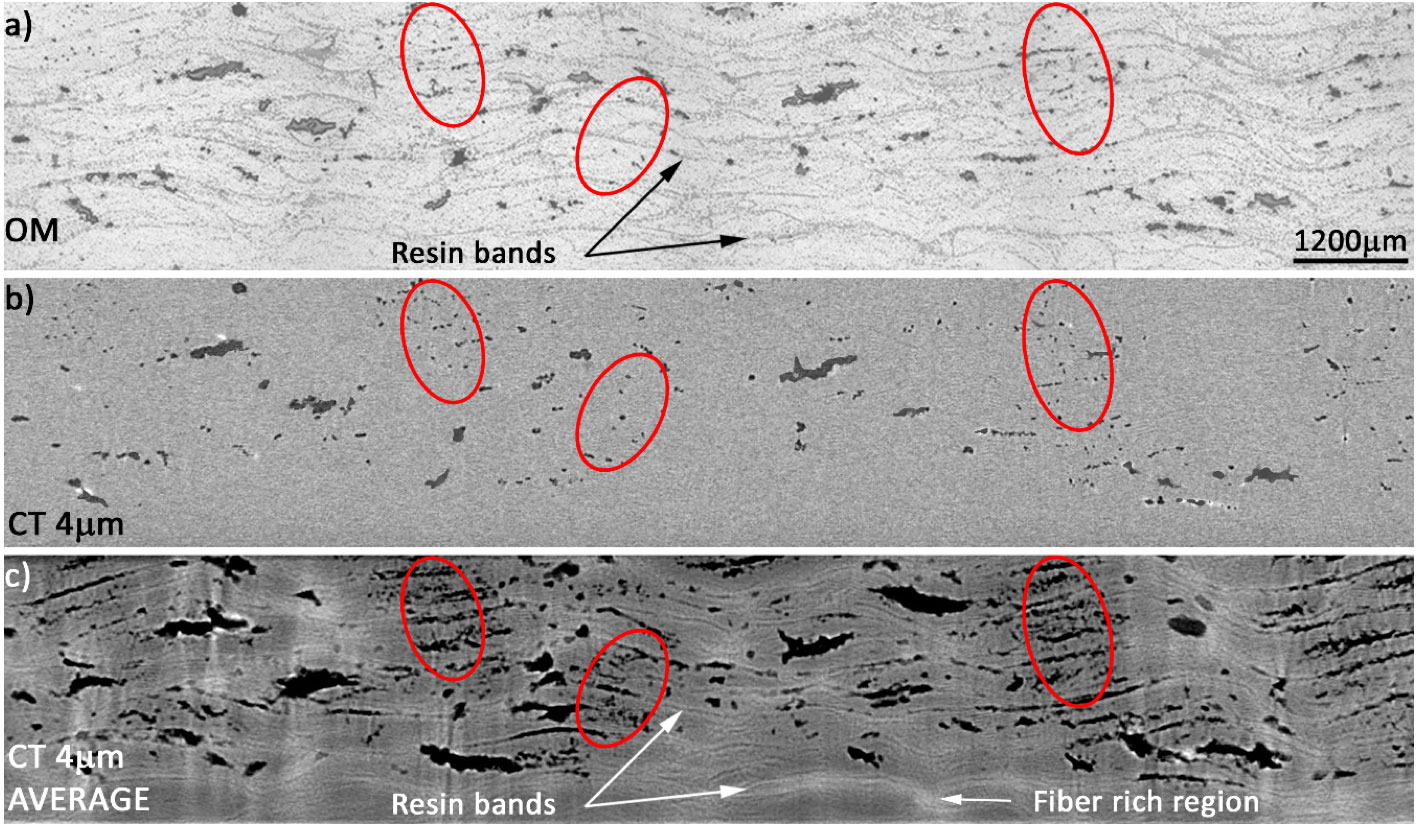
Fig. 1. (a) OM montage of a cross-section of the composite panel. (b) XCT slice of the same cross-section with 4 µm voxel size. (c) Average of all the slices along the fiber direction with 4 µm/voxel emphasizing the differences between matrix-rich and fiber-rich regions. Regions with a large volume fraction of interply voids are marked with an ellipsoid.
Fig. 2. (a) X-ray microtomography of void spatial distribution in the composite panels manufactured according to the curing cycles C-1, C-2, C-3 and C-0. (b) Typical rod-like void together with its equivalent cylinder [1].
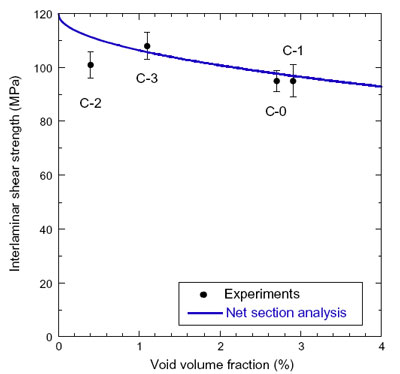
Fig. 3. Interlaminar shear strength of the AS4/8552 composite laminates as a function of void content.
[1] S. Hernández, F. Sket, J.M. Molina-Aldareguıa, C. González, J. LLorca. Effect of curing cycle on void distribution and interlaminar shear strength in polymer-matrix composites. Composite Science and Technology, 71, 1331-1341, 2011.
DOI: http://dx.doi.org/10.1016/j.compscitech.2011.05.002
[2] S. Hernández, F. Sket, C. González, J. Llorca. Optimization of curing cycle in carbon fiber-reinforced laminates: Void distribution and mechanical properties. Composite Science and Technology, 85, 73-82, 2013.
DOI: http://dx.doi.org/10.1016/j.compscitech.2013.06.005
